1.6.2. Литье средней дроби
а) Способ Ю. Тундыкова. (ОиОХ, № 7–8, 1992)
Суть предлагаемого способа заключается в следующем: из отверстия в тигле капли расплавленного свинца под давлением всей его массы (минимальной — 0,2–0,3 кг) скатываются непрерывным потоком по наклонной плоскости в воду (рис. 9).
Для литья требуются следующие принадлежности: источник тепла (например, примус) (1); тигель (2) — обыкновенная дюралевая сковорода или согнутое из толстой жести подобие такой сковороды; квадратный или прямоугольный сосуд для воды (3) объемом от одного до четырех литров; обтянутый шляпным фетром деревянный брусок (4) шириной 5–7 см, толщиной около 1 см и длиной, равной расстоянию между внутренними сторонами стенок сосуда. Брусок служит плоскостью, по которой скатываются капли свинца. Фетр на нем предварительно обильно смачивают водой. В таком состоянии он приобретает способность втягивать в себя влагу из сосуда и предохраняться тем самым от пламени горелки. При литье для страховки следует периодически обливать фетр водой. Брусок вставляется в сосуд и держится в нем трением о стенки, что позволяет легко менять высоту его постановки и угол наклона (по этой причине не следует применять сосуды с круглыми или овальными бортами).
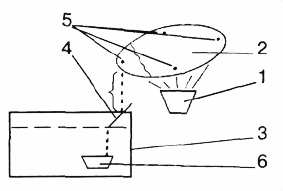
Рис. 9. Литье средней дроби по способу Ю. Тундыкова:
1 — источник огня; 2 — тигель; 3 — сосуд с водой; 4 — покрытый влажным фетром брусок; 5 — литьевые отверстия; 6 — друшлаг для выемки дроби
Литьевые отверстия (5) в сковороде пробивают ближе к краю. Первое отверстие делают «на глазок». Затем льют из этого отверстия дробь, определяют ее номер и уже после этого пробивают отверстия для других номеров (но не больше четырех на сковороду), делая эти отверстия чуть больше или чуть меньше первого. Единственным измерительным инструментом служит при этом острие двухмиллиметрового шила. Эти «чуть больше» или «чуть меньше» определяют по степени вхождения острия в отверстие.
Теперь о процессе литья. Тигель-сковородку установить на примусе с наклоном в сторону того отверстия, из которого предполагается лить дробь. Сосуд с водой расположить таким образом, чтобы расстояние между отверстием в сковороде и тем местом на верхней кромке бруска, куда будут падать капли свинца, составляло 1,5–2 см. Наклон бруска должен быть 40–45°. То и другое окончательно установить опытным путем при литье.
Пока свинец плавится, отверстие в сковороде должно быть перекрыто вставленным в него шилом. Когда стекающего к кромке сковороды расплавленного свинца накопится достаточно, надо вытащить шило и легонько ударить раз-другой им же по борту сковородки. Обычно такой встряски вполне достаточно, чтобы дробь, как говорится, «пошла». При прекращении вытекания свинца нужно немедленно перекрывать отверстие шилом. Причинами прекращения вытекания могут быть пенные «плевки» при перегреве свинца, застывающие струи («козлы») при недогреве, слияние и спекание капелек свинца при слишком малом расстоянии между литьевым отверстием и верхней кромкой бруска, а также при недостаточном наклоне бруска. В сосуде дробь должна опускаться не на дно, а в миниатюрный дуршлаг (рис. 9, 6). Его можно сделать из дюралевой ложки. Дуршлагом удобно перехватывать брак, а главное — периодически вынимать из сосуда готовую дробь, поддерживая воду на оптимальном уровне. Этот уровень должен обязательно проходить по нижней кромке бруска. Воздушный зазор между кромкой и водой не допускается. В противном случае дробь, падая в воду с некоторой высоты, будет приобретать чечевицеобразную форму, и, кроме того, начнет высыхать фетр.
Опыт показывает, что размер дроби зависит не только от диаметра отверстиявтигле, но и от давления расплавленной массы свинца. Готовую дробь следует просеивать. Сита изготавливаются из небольших дюралевых платин. Сверла для сверления отверстий в ситах следует применять диаметром больше диаметра соответствующих номеров дроби. Для № 7, 6, 5, 4 и 3 наиболее оптимальными следует считать отверстия в ситах диаметром соответственно 2,6; 2,9; 3,1; 3,3 и 3,6 мм. Но, например, «семерку» можно не лить, а отсеивать от «шестерки» (также, как и «двойку» от «тройки»).
После просеивания дробь необходимо слегка обкатать при помощи небольшой, но увесистой металлической болванки (вращать ее следует правой рукой, а левой — непрерывно перемешивать дробь на плоскости). Конечно, не всегда в этом есть необходимость. Кроме того, исключение «обкатки» позволит больше включать в свинец при плавке твердые добавки.
Заключительная операция — обтряска и шлифовка дроби в стеклянной банке или бутылке из-под молока с добавлением графитового порошка (стержня от одного карандаша хватает на 7–8 кг дроби). Приготовленная таким образом дробь с виду мало чем отличается от заводской. Качество осыпи при выстрелах также получается вполне приличным.
б) Способ литья через фильеру в воду, усовершенствованный М. и Ю. Шиловыми
Для изготовления капельной дроби в простейшем случае подойдет любая консервная банка с пробитым иголкой отверстием, но лучше для этого использовать специальное устройство (рис. 10). Оно представляет собой емкость из толстостенного металла в виде прямоугольного ковша (1) с ручкой (2). Верхняя половина емкости закрыта крышкой (3) для исключения выливания свинца при наклоне ковша во время литья дроби. В противоположном от ручки торце ковша имеется отверстие (4) и рамка (5) для крепления фильеры (6). Фильера изготавливается из тонкой жести, в которой пробивается иголкой необходимое по диаметру отверстие (7). Фильера помещается на отверстие в торцевой стороне ковша, прижимается рамкой и фиксируется винтом (8). В зависимости оттого, какую необходимо изготовить дробь, такую и ставят фильеру.
Способ очень производителен, технически доступен любому, и с помощью такого устройства можно за один час изготовить до 10 кг дроби. В зависимости от условий (температура расплавленного свинца, температура воды, диаметр отверстия фильеры, слой расплавленного свинца над фильерой, расстояние от фильеры до поверхности воды) можно получать дробь разных размеров и конфигурации — каплевидную, с различной формой хвостовой части, плоскокаплевидную, шаровидную, плоскошаровидную, а также дробь со всевозможными переходами между этими формами.
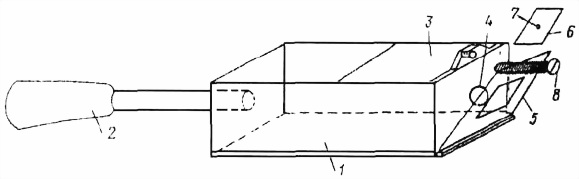
Рис. 10: Ковш для литья дроби через фильеру (пояснения в тексте)
Каплевидная дробь имеет свои недостатки и преимущества перед шаровидной. У каплевидной дроби более выгодная аэродинамическая форма, что позволяет ей в максимальной степени сохранять свою скорость, а значит, и более высокую пробиваемость за счет более высокой скорости и поперечной нагрузки, так как каплевидная дробинка одного диаметра с шаровидной будет иметь больший вес. Экспериментальный отстрел показал, что каплевидные дробинки, как правило, входят в мишень головной частью перед: видимо, встречный поток воздуха выставляет их в наиболее выгодное аэродинамическое положение. К недостаткам можно отнести несколько меньшее количество дробин в снаряде ввиду их более высокого индивидуального веса и образующихся пустот между дробинками.
Для получения дроби диаметром 2,9–3,2 и 3,2–3,5 мм, что примерно соответствует номерам дроби 5 и 3, следует изготовить фильеры с диаметром отверстия 0,8 и 1,2 мм. Отверстия легко изготовить иголкой. Расплавленный в банке свинец выливают через отверстие в банку или миску с водой с высоты 1–3 см. Высота легко определяется экспериментальным путем по звуку, капли будут входить в воду с характерным щелчком. При малой высоте дробинки иногда вспениваются и получается губчатая масса, при большой — они разбиваются и получаются лепешки. Минимальный хвост у дробин получается при относительно быстром прокапывании и при высокой температуре расплавленного свинца, а длинные хвосты — при относительно медленном прокапывании вязкого, с низкой температурой расплава свинца.
Оптимальная скорость прокапывания, при которой получается наилучшей формы дробь, достигается при малом слое расплавленного свинца над фильерой. Плоско-каплевидная дробь получается при накалывании расплавленного свинца в горячую воду с температурой 50–70 °C. Эту дробь можно использовать для стрельбы в тех условиях, где необходима широкая осыпь и низкая кучность.